
造型不嚴謹,憑空手放樣,不采取電腦放樣或者3D建模的形式進行雕塑,找游擊隊廉價臨時工隊伍,對工廠產品了解不
夠,客戶及產品要求消化不夠透徹導致比例失調,造型與圖紙出入大,導致不合格雕塑產品出來。應聘請長期專業美院雕塑
師傅。按照雕塑標準進行雕塑造型。工廠根據造型選定雕塑材質,比如:泥塑,泡沫塑,木塑,GRC,海綿,金屬等一切適
合產品要求的材料來造型。
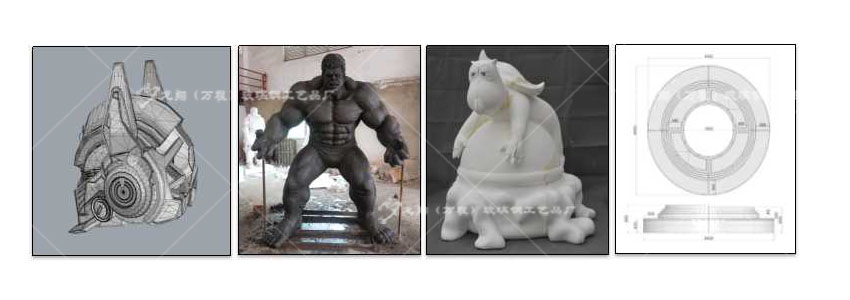
2·模具制作:
傳統行內做法分件分模圖快求效益,沒制定產品制模標準方法,隨意自主分模,導致產品在制模過程中破壞細節,出
成品后與雕塑稿有明顯出入,應制定標準制模方案,規范車間按標準執行。前期需將制作組徹底消化好產品的核心部位,
了解好客戶的用途及要求。

3·玻璃鋼制作:
1,選材:小作坊將采取廉價的材料及承包制人工進行制作,導致產品開裂,易碎,氣泡多,涂刷過程不夠細致,導致玻璃纖維與
樹脂粘接不夠牢固,縮短使用壽命,標準為選用國際或者本土一線品牌材料。比如:樹脂:國際品牌,帝斯曼(南京產),雅斯蘭,本土
有江蘇華潤,福建亞邦,廣東福田,廣東華迅。纖維:中玻集團,四川巨石集團,山東泰山。輔料:阿克蘇。
2,本公司使用的是:帝斯曼樹脂(歐洲百年化工企業),巨石集團的玻璃纖維(全球最大纖維生產商),阿克蘇輔料(百年英國
化工企業)

4·產品內部結構:
傳統玻璃鋼小作坊,很少將產品內部外加結構或者支撐,或者支撐不夠專業化,不考慮產品本身承受力
及產品壽命去做內支撐,應在產品內部根據產品使用情況和容易損壞部位制定鋼結構方案,畫鋼結構示意圖
給車間進行標準施工。平面可以采用蜂孔木夾板,異形部位應采用彎制鋼管后焊接再采用玻璃纖維與產品內
部進行固定鏈接。

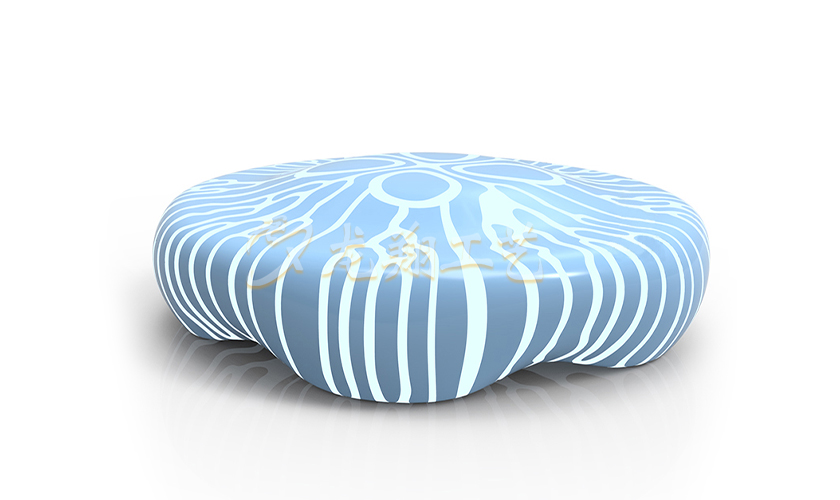
5·表面打磨修補:
1,胚體打磨不到位表面污垢或黃蠟處理的不夠透徹,導致后期原子灰與玻璃鋼產品分層,開裂,脫落。
2,表面修補不夠細致,時間花的不夠多,表面凹凸不平,有沙孔,甚至死角處沒修補。導致產品檔次
大打折扣,此工序也是耗成本的關鍵一步,表面修補不夠細膩將人工成本較低,表面處理細致后產品成本直
接上升。
3,底漆:作坊式做法一次底漆甚至不做底漆,(廣州某工廠出貨快,就是不做底漆)底漆必須兩至三
次進行反復噴涂及修復細節。方可檢查出來產品細節有沒有做到位。原子灰:應采用汽車專用或者玻璃鋼專
用原子灰進行修補。
4,水磨:全國90%以上工廠沒有進行水磨工序,因為大家都沒有考慮經過水磨后產品表面細顆粒減少,
表面在噴面漆是變的細膩,也方便質檢在最后進行檢驗時檢查細節。
5,這一切都做好后通過質檢檢驗合格后再最后進入油漆車間。

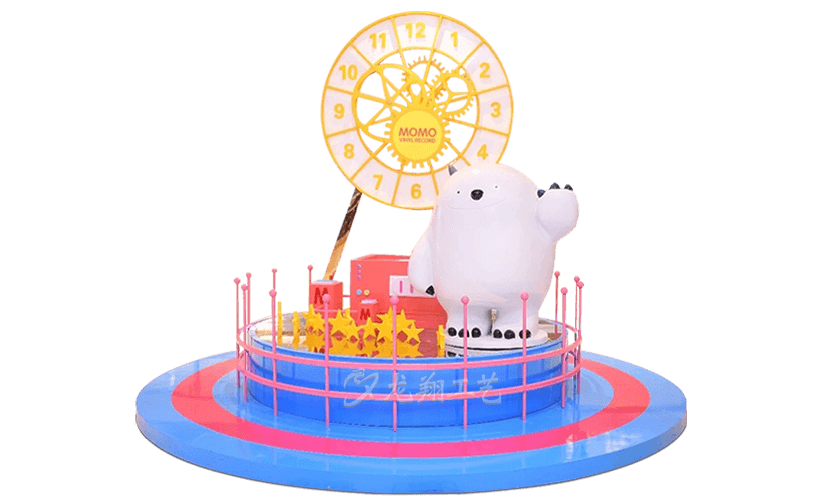
6·表面油漆:
1,油漆選材:大多數工廠使用家具漆,PU漆,室內油漆室外用都謊稱是汽車油漆,經不住時間考驗:顏
色退色,白色發黃,油漆開裂,脫皮一系列問題暴露出來。正常應選擇國際品牌或者國內好口碑品牌進行作業
。如國際:美國杜邦,日本PPG 英國阿克蘇,國內:長頸鹿,華潤,紫金花等系列品牌。本工廠采用日本PPG
品牌油漆(同廣州本田及豐田汽車同款油漆)
2,工藝:表面油漆不夠飽和,彩繪分色毛刺多,分色線條不夠流暢,表面顏色不夠純,表面光油不夠亮
等一系列問題都屬于工藝不夠細致。均為工廠自身的要求,對市場和產品的定位。對未來在行內美好未來的影
響力鋪好道路。

7·包裝工序:
一件完美的產品很多時候就毀在粗糙的包裝上。
1,通常做法包裝一層汽泡紙,或者加一層木架,在運輸顛簸途中容易刮傷油漆表面油漆。
2,本公司最近幾年包裝方法:無紡布+珍珠棉+汽泡紙+紙皮+拉伸膜+木架或木箱。
3,從2014年開始本廠將不超大的規格的產品全部采用,無紡布+汽泡紙+四周泡沫片+定制雙坑紙
箱+木架包裝。













 粵公網安備 44030702003122號
粵公網安備 44030702003122號